Physics-Informed Dynamical Modeling of Extrusion-Based 3D Printing Processes
Pith reviewed 2026-05-16 22:40 UTC · model grok-4.3
The pith
A reduced-order model from spatially averaged Navier-Stokes equations captures transient extrusion flows in 3D printing.
A machine-rendered reading of the paper's core claim, the machinery that carries it, and where it could break.
Core claim
The reduced-order dynamical flow model, derived from the Navier-Stokes equations through spatial averaging and input-dependent parameterization, is identified from CFD data and validated to match the transient behavior within the nozzle, nozzle-substrate gap, and deposited layer across multiple combinations of printing conditions.
What carries the argument
Spatially averaged, input-parameterized reduced-order dynamical model obtained from the Navier-Stokes equations.
If this is right
- Real-time control and optimization algorithms can now use a physics-based flow model instead of full CFD.
- The same identification procedure can be repeated for new materials or nozzle geometries without rebuilding the full simulation.
- Model predictions remain accurate in the nozzle, gap, and layer regions simultaneously under the conditions examined.
Where Pith is reading between the lines
- The approach could be combined with feedback controllers that adjust extrusion rate on the fly to correct layer height errors.
- Extending the parameterization to include temperature or material viscosity as explicit inputs would widen the operating envelope.
- The same averaging technique might apply directly to other nozzle-based deposition processes such as direct ink writing.
Load-bearing premise
Spatial averaging together with input-dependent parameterization preserves the essential transient flow physics across the tested printing conditions.
What would settle it
Large, systematic deviations between the reduced-order predictions and new CFD simulations for printing parameters outside the training set would show that the averaging step has lost critical dynamics.
Figures











read the original abstract
The trade-off between model fidelity and computational cost remains a central challenge in the computational modeling of extrusion-based 3D printing, particularly for real time optimization and control. Although high fidelity simulations have advanced considerably for offline analysis, dynamical modeling tailored for online, control-oriented applications is still significantly underdeveloped. In this study, we propose a reduced order dynamical flow model that captures the transient behavior of extrusion-based 3D printing. The model is grounded in physics-based principles derived from the Navier Stokes equations and further simplified through spatial averaging and input dependent parameterization. To assess its performance, the model is identified via a nonlinear least squares approach using Computational Fluid Dynamics (CFD) simulation data spanning a range of printing conditions and subsequently validated across multiple combinations of training and testing scenarios. The results demonstrate strong agreement with the CFD data within the nozzle, the nozzle substrate gap, and the deposited layer regions. Overall, the proposed reduced order model successfully captures the dominant flow dynamics of the process while maintaining a level of simplicity compatible with real time control and optimization.
Editorial analysis
A structured set of objections, weighed in public.
Referee Report
Summary. The paper proposes a reduced-order dynamical model for the transient flow in extrusion-based 3D printing. The model is derived from the Navier-Stokes equations via spatial averaging and input-dependent parameterization, then identified by nonlinear least squares on CFD data spanning multiple printing conditions and validated against the same CFD data in the nozzle, nozzle-substrate gap, and deposited-layer regions. The central claim is that the resulting low-order model captures the dominant dynamics while remaining simple enough for real-time control and optimization.
Significance. If the spatially averaged model generalizes beyond the CFD data used for identification, the work would supply a computationally tractable, physics-informed dynamical description suitable for online process optimization in additive manufacturing. The derivation from first principles and the multi-condition validation protocol are positive features; however, the absence of any experimental comparison leaves open whether the averaging step preserves the transients that matter under real rheology, surface tension, and substrate conditions.
major comments (2)
- [Validation section] Validation section (and abstract): all quantitative agreement is reported exclusively against the CFD simulations from which the input-dependent parameters were fitted via nonlinear least squares. No experimental measurements, error-bar analysis, or hold-out physical data are presented; this directly undermines the claim that the model is suitable for real-time control, because non-ideal effects omitted from the CFD may violate the spatial-averaging closure.
- [Model derivation and identification] Model derivation and identification: the input-dependent parameterization is obtained by fitting to CFD; the manuscript does not provide a sensitivity study or a priori bounds showing that the identified parameters remain valid when the printing conditions deviate from the training set, which is load-bearing for the real-time-control assertion.
minor comments (1)
- [Abstract] The abstract states 'strong agreement' without supplying any scalar error metric (e.g., L2 norm, maximum relative error) or table of quantitative results; adding such numbers would strengthen the presentation.
Simulated Author's Rebuttal
We thank the referee for the constructive and detailed review. We appreciate the positive assessment of the physics-based derivation from the Navier-Stokes equations and the multi-condition validation protocol. We address each major comment below and describe the revisions we will make to strengthen the manuscript.
read point-by-point responses
-
Referee: [Validation section] Validation section (and abstract): all quantitative agreement is reported exclusively against the CFD simulations from which the input-dependent parameters were fitted via nonlinear least squares. No experimental measurements, error-bar analysis, or hold-out physical data are presented; this directly undermines the claim that the model is suitable for real-time control, because non-ideal effects omitted from the CFD may violate the spatial-averaging closure.
Authors: We acknowledge that the quantitative comparisons are performed against CFD data (including hold-out testing scenarios across printing conditions, as stated in the manuscript). This demonstrates that the spatially averaged model captures the dominant transients under the CFD assumptions. We agree that the absence of experimental data leaves open questions about real rheology, surface tension, and substrate effects. As this is a computational study focused on deriving and validating a reduced-order model in silico, we do not have experimental measurements available. We will revise the abstract, validation section, and conclusions to explicitly qualify the scope as CFD-validated, discuss potential closure violations from omitted physics, and outline the need for future experimental benchmarking to support real-time control claims. revision: partial
-
Referee: [Model derivation and identification] Model derivation and identification: the input-dependent parameterization is obtained by fitting to CFD; the manuscript does not provide a sensitivity study or a priori bounds showing that the identified parameters remain valid when the printing conditions deviate from the training set, which is load-bearing for the real-time-control assertion.
Authors: The model structure is obtained by spatial averaging of the Navier-Stokes equations, with input-dependent parameters identified to account for condition-specific effects. Validation was already performed on separate testing scenarios not used in fitting. To directly address the concern, we will add a new sensitivity analysis subsection that evaluates the model on input values (e.g., extrusion flow rate and print speed) outside the original training range and reports the resulting prediction errors. This will supply empirical bounds on parameter validity and clarify the operating envelope for which the real-time control suitability holds. revision: yes
- Absence of experimental measurements for validation against physical data, which cannot be addressed without conducting new experiments outside the scope of the current computational study.
Circularity Check
No significant circularity in derivation chain
full rationale
The reduced-order model structure is obtained from the Navier-Stokes equations via spatial averaging and input-dependent parameterization, which are independent of the subsequent fitting step. Parameters are identified by nonlinear least squares on CFD data and validated on held-out CFD scenarios across printing conditions. This is standard physics-informed system identification against an external benchmark (CFD simulations), not a reduction of the central claim to a self-definition, fitted input renamed as prediction, or self-citation chain. The derivation remains self-contained with independent content from the NS equations.
Axiom & Free-Parameter Ledger
free parameters (1)
- input-dependent model parameters
axioms (1)
- standard math Navier-Stokes equations govern the incompressible flow inside the nozzle and gap
Lean theorems connected to this paper
-
IndisputableMonolith/Cost/FunctionalEquation.leanwashburn_uniqueness_aczel unclear?
unclearRelation between the paper passage and the cited Recognition theorem.
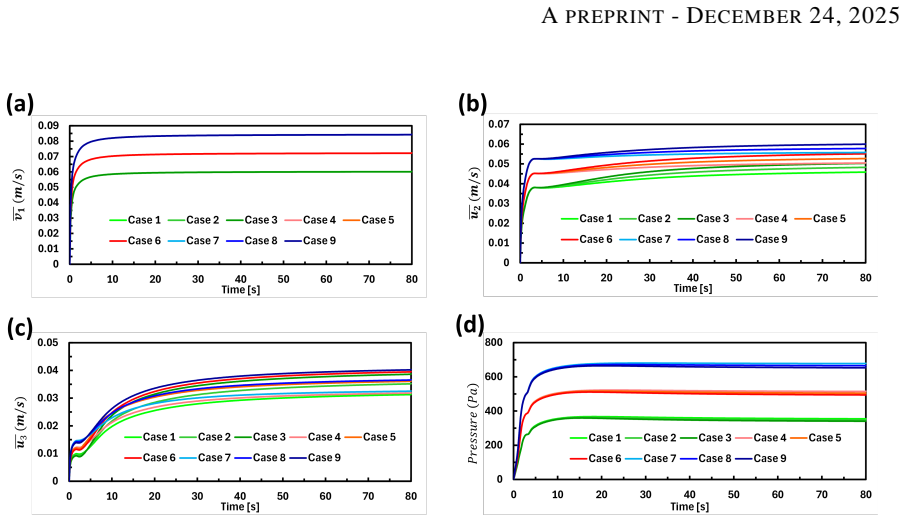
spatial averaging technique on the spatio-temporal variables in momentum equations to get an averaged linear ordinary differential equation (ODE)-like mathematical structure... parameterized reduced order model is given by: d v̄1 / dt = β1 p_d1 + β2 v̄1 + β3 ṁ
-
IndisputableMonolith/Foundation/AbsoluteFloorClosure.leanreality_from_one_distinction unclear?
unclearRelation between the paper passage and the cited Recognition theorem.
The model is grounded in physics-based principles derived from the Navier–Stokes equations and further simplified through spatial averaging and input-dependent parameterization
What do these tags mean?
- matches
- The paper's claim is directly supported by a theorem in the formal canon.
- supports
- The theorem supports part of the paper's argument, but the paper may add assumptions or extra steps.
- extends
- The paper goes beyond the formal theorem; the theorem is a base layer rather than the whole result.
- uses
- The paper appears to rely on the theorem as machinery.
- contradicts
- The paper's claim conflicts with a theorem or certificate in the canon.
- unclear
- Pith found a possible connection, but the passage is too broad, indirect, or ambiguous to say the theorem truly supports the claim.
Reference graph
Works this paper leans on
-
[1]
V . Mechtcherine, F. P. Bos, A. Perrot, W. L. Da Silva, V . Nerella, S. Fataei, R. J. Wolfs, M. Sonebi, and N. Rous- sel, “Extrusion-based additive manufacturing with cement-based materials–production steps, processes, and their underlying physics: a review,”Cement and Concrete Research, vol. 132, p. 106037, 2020
work page 2020
-
[2]
N. Roussel, J. Spangenberg, J. Wallevik, and R. Wolfs, “Numerical simulations of concrete processing: From standard formative casting to additive manufacturing,”Cement and Concrete Research, p. 106075, 2020
work page 2020
-
[3]
A general simulation- based study on printability of inks in direct ink writing,
M. A. Sourov, S. I. Emu, M. S. H. Thakur, M. M. Ikram, A. Morshed, and M. M. Rahman, “A general simulation- based study on printability of inks in direct ink writing,”Scientific Reports, vol. 15, no. 1, pp. 1–16, 2025
work page 2025
-
[4]
Modelling of material deposition in big area additive manufacturing and 3d concrete printing,
R. Comminal, M. Serdeczny, N. Ranjbar, M. Mehrali, D. Pedersen, H. Stang, and J. Spangenberg, “Modelling of material deposition in big area additive manufacturing and 3d concrete printing,” pp. 151–154, 2019
work page 2019
-
[5]
G. Wagner, J. M. Silva, J. Ribeiro, B. Figueiredo, P. J. Cruz, and J. M. N´obrega, “A novel and flexible approach to modeling the additive manufacturing extrusion of cementitious materials,”Journal of Manufacturing Processes, vol. 151, pp. 1081–1094, 2025
work page 2025
-
[6]
M. P. Serdeczny, R. Comminal, D. B. Pedersen, and J. Spangenberg, “Experimental validation of a numeri- cal model for the strand shape in material extrusion additive manufacturing,”Additive Manufacturing, vol. 24, pp. 145–153, 2018
work page 2018
-
[7]
A control-oriented model for melt-pool volume in laser powder bed fusion additive manufacturing,
Q. Wang, “A control-oriented model for melt-pool volume in laser powder bed fusion additive manufacturing,” inDynamic Systems and Control Conference, vol. 59148, p. V001T10A002, American Society of Mechanical Engineers, 2019
work page 2019
-
[8]
Q. Wang, J. Li, M. Gouge, A. R. Nassar, P. Michaleris, and E. W. Reutzel, “Reduced-order multivariable model- ing and nonlinear control of melt-pool geometry and temperature in directed energy deposition,” in2016 Ameri- can Control Conference (ACC), pp. 845–851, IEEE, 2016. 18 APREPRINT- DECEMBER24, 2025
work page 2016
-
[9]
A reduced-order model of thermo-viscoelastic filaments in a material extrusion process,
J. Meng, J. Liu, H. Xia, X. Ao, and W. Zhang, “A reduced-order model of thermo-viscoelastic filaments in a material extrusion process,”Additive Manufacturing, vol. 91, p. 104343, 2024
work page 2024
-
[10]
E. C. Balta, D. M. Tilbury, and K. Barton, “Control-oriented modeling and layer-to-layer stability for fused deposition modeling: A kernel basis approach,” in2019 American Control Conference (ACC), pp. 4727–4733, IEEE, 2019
work page 2019
-
[11]
G. Percoco, L. Arleo, G. Stano, and F. Bottiglione, “Analytical model to predict the extrusion force as a function of the layer height, in extrusion based 3d printing, addit. manuf. 38 (2021) 101791,” 2020
work page 2021
-
[12]
Combined parabolic and elliptic velocity profile-based low-dimensional model in falling film,
A. Samanta, “Combined parabolic and elliptic velocity profile-based low-dimensional model in falling film,” Physical Review Fluids, vol. 9, no. 12, p. 124002, 2024
work page 2024
-
[13]
Z. Liu, M. Li, Y . Weng, Y . Qian, T. N. Wong, and M. J. Tan, “Modelling and parameter optimization for filament deformation in 3d cementitious material printing using support vector machine,”Composites Part B: Engineer- ing, vol. 193, p. 108018, 2020
work page 2020
-
[14]
J. J. Dennis, “Nonlinear least squares,”State of the art in numerical analysis, pp. 269–312, 1977. 19
work page 1977
discussion (0)
Sign in with ORCID, Apple, or X to comment. Anyone can read and Pith papers without signing in.