Learning and Adaptation in Wire Arc Additive Manufacturing Bead Geometry Control
Pith reviewed 2026-06-29 11:16 UTC · model grok-4.3
The pith
A recurrent neural network updated layer by layer with prediction errors improves bead height and width consistency in robotic wire arc additive manufacturing.
A machine-rendered reading of the paper's core claim, the machinery that carries it, and where it could break.
Core claim
A simple recurrent neural network, used inside one-step-ahead predictive control and updated after each deposited layer from its own prediction error on that layer, produces more consistent weld bead height and width than either fixed inputs or a static learned model, because the updates compensate for the evolving thermal state of the accumulating part.
What carries the argument
Recurrent neural network updated after each layer from its one-step prediction error, used to generate control inputs for torch speed and wire feed rate.
If this is right
- Prediction accuracy on later layers increases after each adaptation step.
- Height and width standard deviations decrease relative to constant-input and static-model baselines.
- The same architecture can be applied to other layer-wise deposition processes whose thermal state changes gradually.
- Controller performance improves without requiring a physics-based model of the melt pool.
Where Pith is reading between the lines
- The layer-wise update rule might be extended to intra-layer corrections if scanner data can be processed in real time during a single pass.
- The approach could be combined with multi-sensor fusion to handle cases where thermal history varies strongly with part geometry.
- If the update frequency is reduced to every few layers, the method might still deliver most of the consistency gain while lowering computational load.
- Similar adaptation could be tested on processes that use different inputs, such as laser power in directed energy deposition.
Load-bearing premise
The prediction error observed on one layer is sufficient information to update the model so that it remains accurate for all subsequent layers.
What would settle it
A build in which the adapted controller is applied to a sequence of ten or more layers yet bead height or width variation stays as large as in the static-model baseline, despite the line-scanner data confirming the prediction errors used for updates.
Figures


read the original abstract
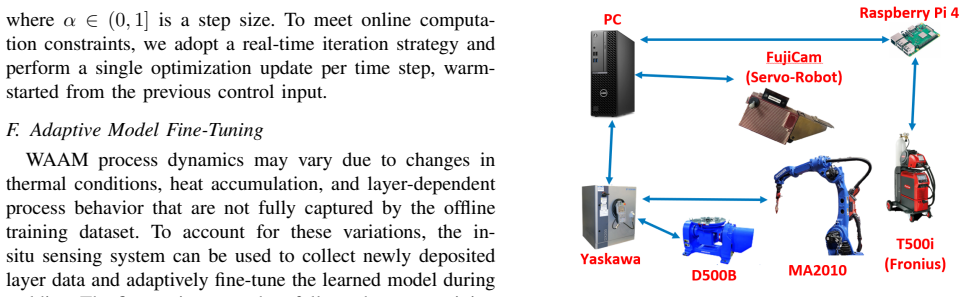
Robotics Wire Arc Additive Manufacturing (WAAM) is governed by complex and nonlinear process dynamics coupling thermal field to the build geometry. The process may be regarded as a multi-input/multi-output dynamical system with welding torch speed and wire feed rate as inputs and weld bead deposition height and width as outputs. In this paper, we use the input/output data to learn a data-driven model and use it for weld planning and control. We show that a simple recurrent neural network architecture and one-step-ahead predictive control can improve the process performance in terms of height and width consistency. To account for the changing thermal conditions during the printing process, we update the learning model using prediction error from the previous layer. This adaptation step further improves the prediction accuracy and controller performance. Experiments on a robotic WAAM testbed with integrated line-scanner feedback significant improvements in height and width consistency compared to constant input and static model baselines. The proposed learning and adaptation framework provides a practical pathway toward robust, data-driven regulation of additive manufacturing processes.
Editorial analysis
A structured set of objections, weighed in public.
Referee Report
Summary. The paper claims that a recurrent neural network (RNN) learned from WAAM input-output data (torch speed and wire feed rate to bead height and width), combined with one-step-ahead predictive control and layer-wise model adaptation via prediction error from the prior layer, yields significant improvements in height and width consistency over constant-input and static-model baselines, as shown in robotic testbed experiments with line-scanner feedback.
Significance. If the experimental claims are substantiated with quantitative metrics and the adaptation rule is validated, the work would demonstrate a practical data-driven pathway for handling evolving thermal dynamics in nonlinear AM processes without requiring full physics models.
major comments (2)
- [Abstract] Abstract: the central claim of 'significant improvements in height and width consistency' is unsupported by any quantitative metrics, error values, statistical tests, model size, data volume, or implementation details of the adaptation step, preventing verification that the data support the stated performance gains.
- [Abstract] Adaptation mechanism (described in Abstract): updating the RNN using only the one-step prediction error from the immediately preceding layer implicitly assumes piecewise-constant thermal state between layers, yet WAAM inputs act continuously and heat accumulates intra-layer; no ablation isolating layer-wise vs. intra-layer adaptation or temperature sensor data is provided to show the error signal is a sufficient statistic.
minor comments (1)
- [Abstract] Abstract: the sentence 'Experiments on a robotic WAAM testbed with integrated line-scanner feedback significant improvements...' is grammatically incomplete and should be revised for clarity.
Simulated Author's Rebuttal
We thank the referee for the constructive feedback on the abstract and adaptation mechanism. We address each point below and will revise the manuscript accordingly where appropriate.
read point-by-point responses
-
Referee: [Abstract] Abstract: the central claim of 'significant improvements in height and width consistency' is unsupported by any quantitative metrics, error values, statistical tests, model size, data volume, or implementation details of the adaptation step, preventing verification that the data support the stated performance gains.
Authors: We agree that the abstract would benefit from explicit quantitative support for the performance claims. The body of the manuscript reports experimental results from the robotic testbed, including variance reductions in bead height and width relative to the constant-input and static-model baselines, along with details on the RNN architecture and layer-wise update rule. We will revise the abstract to incorporate key metrics (e.g., observed consistency improvements and brief notes on model scale and data used) so that the central claim is directly substantiated. revision: yes
-
Referee: [Abstract] Adaptation mechanism (described in Abstract): updating the RNN using only the one-step prediction error from the immediately preceding layer implicitly assumes piecewise-constant thermal state between layers, yet WAAM inputs act continuously and heat accumulates intra-layer; no ablation isolating layer-wise vs. intra-layer adaptation or temperature sensor data is provided to show the error signal is a sufficient statistic.
Authors: The layer-wise update is motivated by the fact that the largest thermal-state shift occurs during the inter-layer cooling interval; the RNN recurrent state is intended to capture continuous intra-layer dynamics. The prediction error from the prior layer is used as a lightweight proxy for the net change in thermal conditions without requiring additional sensors. While the manuscript does not include an explicit ablation of layer-wise versus continuous intra-layer adaptation, the reported experiments demonstrate improved prediction accuracy and closed-loop performance with the chosen rule. We will add a short discussion paragraph justifying the design choice and noting the absence of temperature sensing as a limitation to be addressed in future work. revision: partial
Circularity Check
No circularity: explicitly data-driven RNN learning and layer-wise error adaptation
full rationale
The paper learns an RNN directly from measured input-output pairs (torch speed, wire feed to bead height/width) and performs online adaptation by updating weights on the observed one-step prediction error from the prior layer. This is standard supervised/online learning with no derivation step that reduces a claimed prediction or result to a fitted quantity by construction, no self-definitional equations, and no load-bearing self-citations. Experimental validation on the robotic testbed with line-scanner feedback provides independent falsifiable evidence outside any fitted parameters.
Axiom & Free-Parameter Ledger
free parameters (1)
- RNN weights and architecture
axioms (1)
- domain assumption WAAM process can be treated as a multi-input multi-output dynamical system with torch speed and wire feed rate as inputs and bead height and width as outputs.
Reference graph
Works this paper leans on
-
[1]
A review of the wire arc additive manufacturing of metals: properties, defects and quality improvement,
B. Wuet al., “A review of the wire arc additive manufacturing of metals: properties, defects and quality improvement,”Journal of Manufacturing Processes, vol. 35, pp. 127–139, 2018
2018
-
[2]
Open-source software architecture for multi-robot wire arc additive manufacturing (waam),
H. Heet al., “Open-source software architecture for multi-robot wire arc additive manufacturing (waam),”Applications in Engineering Science, vol. 22, p. 100204, 2025
2025
-
[3]
The robotic easy teaching system in computer aided welding,
H. Handa, S. Okumura, and S. Nio, “The robotic easy teaching system in computer aided welding,”NIST Special Publication(USA),, vol. 923, pp. 562–575, 1997
1997
-
[4]
Prediction of metal additively manufactured bead geometry using deep neural network,
M. S. So, M. M. Mahdi, D. B. Kim, and J.-H. Shin, “Prediction of metal additively manufactured bead geometry using deep neural network,”Sensors, vol. 24, no. 19, 2024
2024
-
[5]
Prediction of weld bead formation of duplex stainless steel fabricated by wire arc additive manufacturing based on the pso-bp neural network,
K. Zheng, C. Yao, G. Mou, and H. Xiang, “Prediction of weld bead formation of duplex stainless steel fabricated by wire arc additive manufacturing based on the pso-bp neural network,”Journal of Marine Science and Application, vol. 22, no. 2, pp. 311–323, Jun. 2023
2023
-
[6]
Geometry and distortion prediction of multiple lay- ers for wire arc additive manufacturing with artificial neural networks,
C. Wackeret al., “Geometry and distortion prediction of multiple lay- ers for wire arc additive manufacturing with artificial neural networks,” Applied Sciences, vol. 11, no. 10, 2021
2021
-
[7]
Bead geometry prediction for robotic gmaw-based rapid manufacturing through a neural net- work and a second-order regression analysis,
J. Xiong, G. Zhang, J. Hu, and L. Wu, “Bead geometry prediction for robotic gmaw-based rapid manufacturing through a neural net- work and a second-order regression analysis,”Journal of Intelligent Manufacturing, vol. 25, no. 1, pp. 157–163, 2014
2014
-
[8]
Model predictive control of layer width in wire arc additive manufacturing,
C. Xiaet al., “Model predictive control of layer width in wire arc additive manufacturing,”Journal of Manufacturing Processes, vol. 58, pp. 179–186, 2020
2020
-
[9]
Layer-by-layer model-based adaptive control for wire arc additive manufacturing of thin-wall structures,
H. Mu, J. Polden, Y . Li, F. He, C. Xia, and Z. Pan, “Layer-by-layer model-based adaptive control for wire arc additive manufacturing of thin-wall structures,”Journal of Intelligent Manufacturing, vol. 33, no. 4, pp. 1165–1180, 2022
2022
-
[10]
Closed-loop control of variable layer width for thin-walled parts in wire and arc additive manufacturing,
J. Xiong, Z. Yin, and W. Zhang, “Closed-loop control of variable layer width for thin-walled parts in wire and arc additive manufacturing,” Journal of Materials Processing Technology, vol. 233, pp. 100–106, 2016
2016
-
[11]
Data-driven modeling and closed-loop control of bead geometry in wire arc additive manufac- turing,
M. Mendes, I. Novais, and F. Lizarralde, “Data-driven modeling and closed-loop control of bead geometry in wire arc additive manufac- turing,” in2025 International Joint Conference on Neural Networks (IJCNN). IEEE, 2025, pp. 1–8
2025
-
[12]
Control of bead geometry using multiple model approach in wire-arc additive manufacturing (waam),
Z. Wang, S. Zimmer-Chevret, F. L ´eonard, and G. Abba, “Control of bead geometry using multiple model approach in wire-arc additive manufacturing (waam),”The International Journal of Advanced Man- ufacturing Technology, vol. 122, no. 7, pp. 2939–2951, 2022
2022
-
[13]
Process planning for adaptive contour parallel tool- path in additive manufacturing with variable bead width,
Y . Xionget al., “Process planning for adaptive contour parallel tool- path in additive manufacturing with variable bead width,”International Journal of Advanced Manufacturing Technology, vol. 105, pp. 4159– 4170, 12 2019
2019
-
[14]
A model- based reinforcement learning and correction framework for process control of robotic wire arc additive manufacturing,
A. G. Dharmawan, Y . Xiong, S. Foong, and G. Song Soh, “A model- based reinforcement learning and correction framework for process control of robotic wire arc additive manufacturing,” in2020 IEEE International Conference on Robotics and Automation (ICRA), 2020, pp. 4030–4036
2020
-
[15]
Optimal data-driven control of manufacturing processes using reinforcement learning: an application to wire arc additive manufacturing,
G. Mattera, A. Caggiano, and L. Nele, “Optimal data-driven control of manufacturing processes using reinforcement learning: an application to wire arc additive manufacturing,”Journal of Intelligent Manufac- turing, vol. 36, no. 2, pp. 1291–1310, 2025
2025
-
[16]
Multi-robot scan-n-print for wire arc additive man- ufacturing,
C.-L. Luet al., “Multi-robot scan-n-print for wire arc additive man- ufacturing,”ASME Letters in Translational Robotics, vol. 1, no. 1, p. 011003, 02 2025
2025
-
[17]
Finding structure in time,
J. L. Elman, “Finding structure in time,”Cognitive science, vol. 14, no. 2, pp. 179–211, 1990
1990
-
[18]
Long short-term memory,
S. Hochreiter and J. Schmidhuber, “Long short-term memory,”Neural computation, vol. 9, no. 8, pp. 1735–1780, 1997
1997
-
[19]
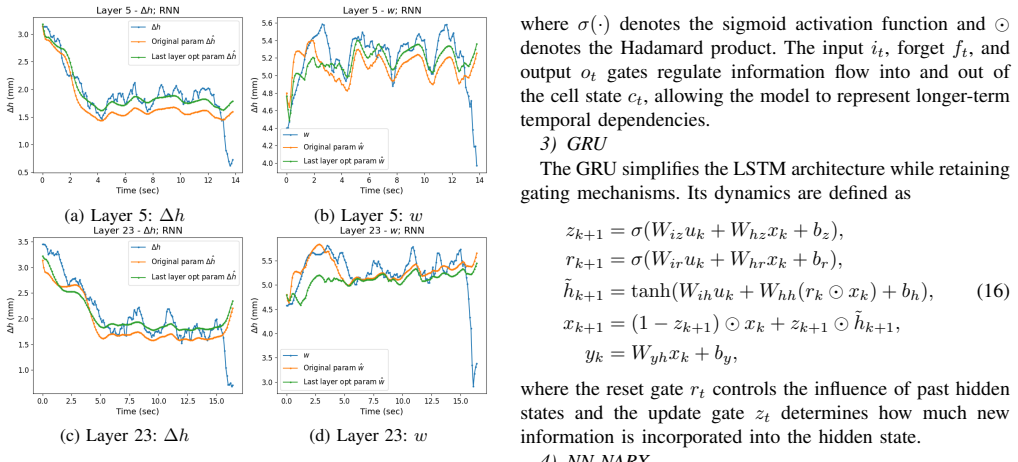
Empirical Evaluation of Gated Recurrent Neural Networks on Sequence Modeling
J. Chung, C. Gulcehre, K. Cho, and Y . Bengio, “Empirical evaluation of gated recurrent neural networks on sequence modeling,”arXiv preprint arXiv:1412.3555, 2014
work page internal anchor Pith review Pith/arXiv arXiv 2014
-
[20]
Adam: A Method for Stochastic Optimization
D. P. Kingma and J. Ba, “Adam: A method for stochastic optimiza- tion,”CoRR, vol. abs/1412.6980, 2014
work page internal anchor Pith review Pith/arXiv arXiv 2014
-
[21]
Pytorch: An imperative style, high-performance deep learning library,
A. Paszkeet al., “Pytorch: An imperative style, high-performance deep learning library,” inAdvances in Neural Information Processing Systems 32, H. Wallach, H. Larochelle, A. Beygelzimer, F. d’Alch ´e Buc, E. Fox, and R. Garnett, Eds. Curran Associates, Inc., 2019, pp. 8024–8035
2019
-
[22]
Wire arc additive manufacturing with infrared image feedback,
H. He and J. T. Wen, “Wire arc additive manufacturing with infrared image feedback,”ASME Letters in Translational Robotics, vol. 1, no. 1, p. 011004, 02 2025
2025
-
[23]
[Online]
Xiris,XIR-1800, 2026. [Online]. Available: https://info.xiris.com/ xir-1800-thermal-camera/
2026
discussion (0)
Sign in with ORCID, Apple, or X to comment. Anyone can read and Pith papers without signing in.