The influence of volumetric shrinkage on the metal solidification process under localized energy deposition
Pith reviewed 2026-06-28 07:42 UTC · model grok-4.3
The pith
Volumetric shrinkage during solidification controls surface topography in melt pools under localized energy deposition.
A machine-rendered reading of the paper's core claim, the machinery that carries it, and where it could break.
Core claim
The model shows that volumetric shrinkage from phase transitions and thermal expansion must be included to capture surface topography formation during solidification under localized energy deposition, as demonstrated by high-fidelity reproduction of benchmark problems and the observation that shrinkage effects reshape the free surface in ways prior models omitted.
What carries the argument
Extended multiphysics model that adds volumetric phase-change and thermal-expansion terms to capillary-driven flow, supported by a mass-correction algorithm and smoothed mushy-zone enthalpy formulation for interface tracking.
Load-bearing premise
The selected benchmark problems sufficiently represent general melt-pool behavior under localized energy deposition.
What would settle it
Experimental measurement of surface height profiles in a controlled axisymmetric laser-melting test that shows systematic topographic features predicted only when shrinkage is included and absent when it is omitted.
Figures
read the original abstract
Accurate simulation of metal melting and solidification under localized energy deposition is crucial for the advancement of beam-based manufacturing technologies. This study presents an extended multiphysics model that addresses a critical limitation of prior approaches by incorporating volumetric changes from phase transitions and thermal expansion, in addition to capillary and thermocapillary effects. Validation against the benchmark problems -- including a one-dimensional Stefan problem, two-dimensional solidification with free surface, and axisymmetric laser melting -- demonstrates the high fidelity of the proposed model in describing melt-pool dynamics and free-surface evolution. The numerical implementation features a novel mass-correction algorithm that reduces the mass conservation error by several orders of magnitude, while a smoothed mushy-zone formulation in the enthalpy method mitigates the discretization artifacts in solid-liquid interface tracking. The results indicate that volumetric shrinkage plays an important role in surface topography formation during solidification.
Editorial analysis
A structured set of objections, weighed in public.
Referee Report
Summary. The manuscript presents an extended multiphysics model for simulating metal melting and solidification under localized energy deposition. The model incorporates volumetric changes arising from phase transitions and thermal expansion, in addition to capillary and thermocapillary forces. Validation is reported against the one-dimensional Stefan problem, two-dimensional solidification with a free surface, and an axisymmetric laser melting benchmark. A novel mass-correction algorithm is introduced to enforce conservation, and a smoothed mushy-zone treatment is applied within the enthalpy method. The central result is that volumetric shrinkage exerts a significant influence on free-surface evolution and final surface topography.
Significance. If the benchmark comparisons hold, the work supplies concrete numerical evidence that shrinkage-induced volume change must be retained for accurate prediction of melt-pool surface topography under localized heating. The mass-correction scheme and smoothed mushy-zone formulation constitute practical numerical improvements that could be adopted in other phase-change codes. These contributions are relevant to process modeling in beam-based additive manufacturing.
major comments (2)
- [§4.3] §4.3 (axisymmetric laser melting benchmark): the statement that volumetric shrinkage 'plays an important role' in surface topography is supported only by qualitative comparison of free-surface profiles; no quantitative metric (e.g., maximum height difference, RMS deviation, or curvature change between the shrinkage and no-shrinkage runs) is reported, so the strength of the claim cannot be assessed from the given data.
- [§3.2] §3.2 (mass-correction algorithm): the claim of 'several orders of magnitude' reduction in mass error is stated without tabulated pre- and post-correction error values or comparison against the benchmark tolerance; this information is load-bearing for the assertion of high fidelity.
minor comments (3)
- The abstract states that the mass-correction algorithm 'reduces the mass conservation error by several orders of magnitude' but supplies no numerical values; moving the quantitative improvement (e.g., 10^{-2} to 10^{-5}) into the abstract would improve clarity.
- Figure captions for the axisymmetric benchmark results should explicitly label the curves or surfaces corresponding to the with-shrinkage and without-shrinkage cases.
- Notation for the mushy-zone smoothing parameter is introduced in the text but not collected in a nomenclature table; adding such a table would aid readability.
Simulated Author's Rebuttal
We thank the referee for the constructive comments, which identify opportunities to strengthen the quantitative support for our claims. We address each major point below and will incorporate the suggested revisions.
read point-by-point responses
-
Referee: [§4.3] §4.3 (axisymmetric laser melting benchmark): the statement that volumetric shrinkage 'plays an important role' in surface topography is supported only by qualitative comparison of free-surface profiles; no quantitative metric (e.g., maximum height difference, RMS deviation, or curvature change between the shrinkage and no-shrinkage runs) is reported, so the strength of the claim cannot be assessed from the given data.
Authors: We agree that quantitative metrics would allow a more rigorous evaluation of the claim. In the revised manuscript we will report the maximum height difference and RMS deviation of the free-surface profiles between the shrinkage and no-shrinkage cases for the axisymmetric benchmark, together with a brief statement of the observed curvature change. revision: yes
-
Referee: [§3.2] §3.2 (mass-correction algorithm): the claim of 'several orders of magnitude' reduction in mass error is stated without tabulated pre- and post-correction error values or comparison against the benchmark tolerance; this information is load-bearing for the assertion of high fidelity.
Authors: The referee correctly notes that explicit numerical values are needed to substantiate the stated improvement. We will add a short table or explicit error values in §3.2 that list the mass-conservation error before and after correction, together with the tolerance employed in the benchmark problems. revision: yes
Circularity Check
No significant circularity
full rationale
The paper presents an extended multiphysics model validated against independent external benchmarks (1D Stefan problem, 2D free-surface solidification, axisymmetric laser melting) plus a mass-correction algorithm. No load-bearing step reduces by construction to a fitted parameter, self-citation chain, or self-definitional relation; the central claim on volumetric shrinkage importance follows from direct numerical comparison of simulation outputs with and without the shrinkage term. The derivation chain is self-contained against external benchmarks.
Axiom & Free-Parameter Ledger
Reference graph
Works this paper leans on
-
[1]
Problem formulation The one-dimensional Stefan problem is formulated as follows. Initially, a large computational domainΩ∈[0, l], l= 1 mis completely filled with liquid metal at a uniform temperature2Tm and no flow at the initial stage, i.e., T(x,0) = 2T m, v(x,0) =v 0, p(x,0) =p 0,(32) wherev 0 = 0 m s−1, p0 = 0 Pa. The boundary conditions are specified ...
-
[2]
At initial time, both the interface velocity ˙X(t)and the liquid phase velocityu L become infinite, as seen in the solution (34, 35)
Results The relation between the induced by density differences and the melting front velocity is derived from the jump conditions at the interface and is expressed as follows: uL = 1− ρS ρL ˙X(t),(34) ˙X(t) =λ s kL cpL ρLt ,(35) whereλis obtained from the similarity solution of the Stefan problem. At initial time, both the interface velocity ˙X(t)and the...
-
[3]
The thermophysical properties of aluminum are listed in Table I
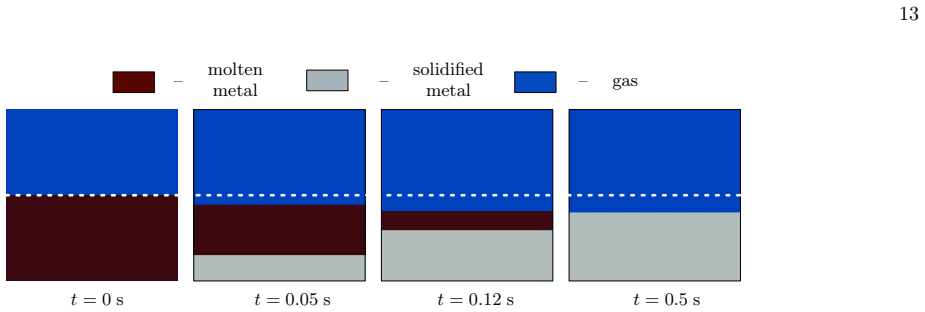
Problem formulation The problem is defined in a rectangular domainΩ∈[0, l]×[0, l], wherel= 8×10 −4 m. The thermophysical properties of aluminum are listed in Table I. Initially, the lower half of the domain is filled with liquid aluminum at a temperature twice the melting temperature, while the upper half contains gas at the same temperature. Both the liq...
-
[4]
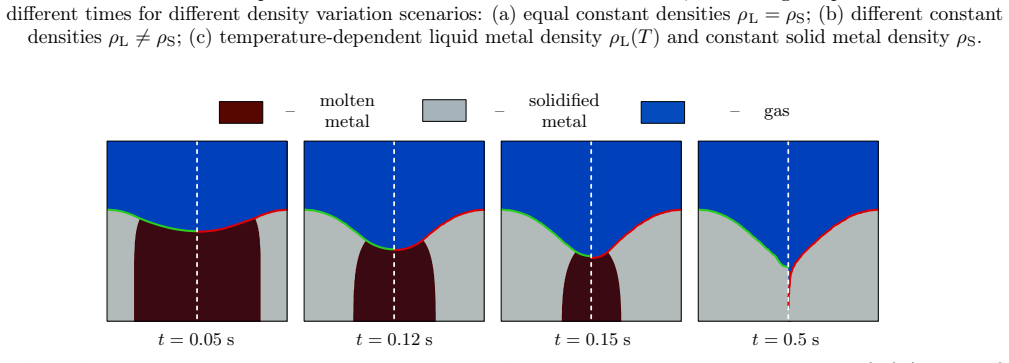
5, where the liquid and solid metal phases are shown at different stages of the numerical simulation
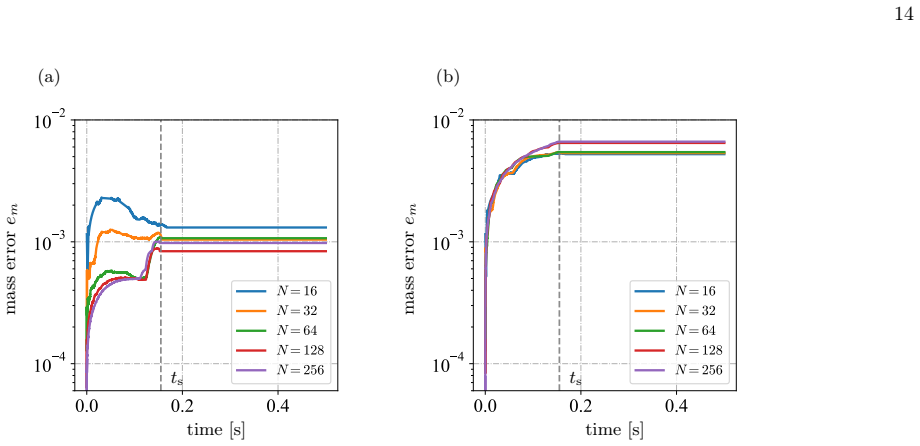
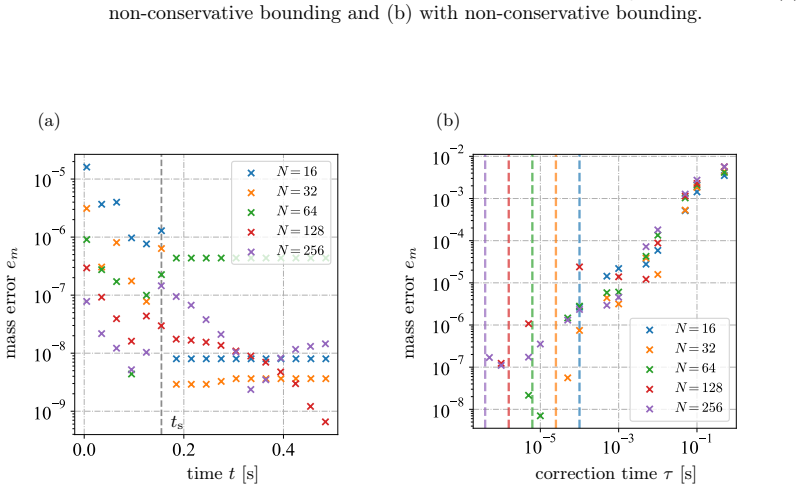
Results The volume change during the solidification process is illustrated in Fig. 5, where the liquid and solid metal phases are shown at different stages of the numerical simulation. In the absence of metal flow through the walls, the mass of the metal within the domain should remain constant. However, as demonstrated in Refs. [32, 59], where a similar ...
-
[5]
The initial conditions for temperature and velocity mirror those used in the previous problem
Problem formulation Initially, a rectangular domainΩ∈[0, l]×[0, l], wherel= 8×10 −4 m, is filled with liquid aluminum at a temperature twice its melting point, up to a height of5×10−4 m. The initial conditions for temperature and velocity mirror those used in the previous problem. The side boundaries of the domain are subject to isothermal and no slip vel...
-
[6]
The results are obtained using a mesh resolution ofN×N, whereN= 256, and a time step of∆t= 10 −6 s
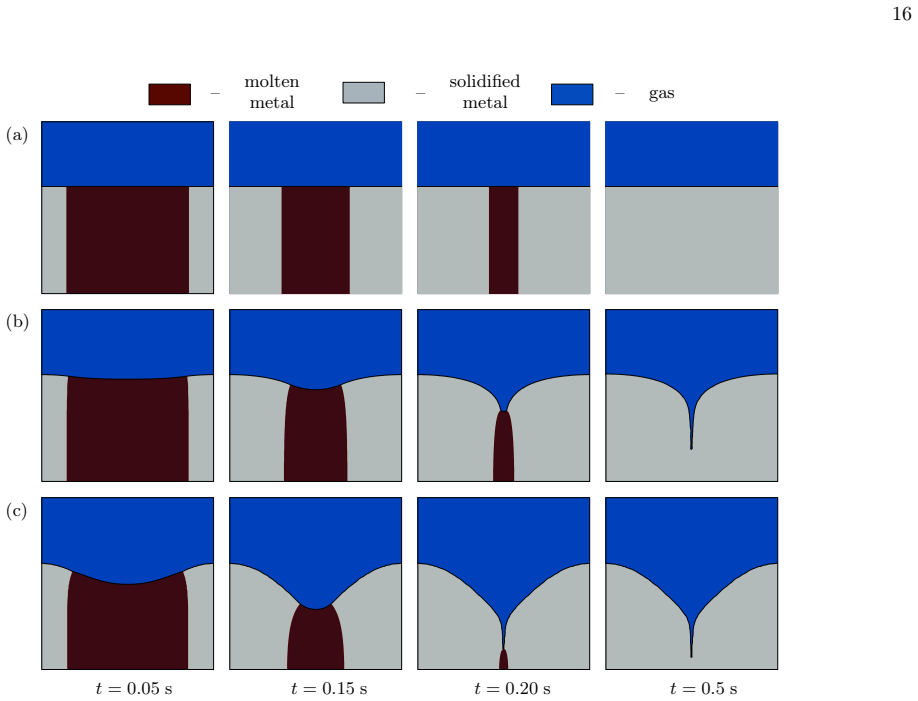
Results and discussion The effects of density variation due to phase transformation as well as thermal dilatation are demonstrated by comparing the following three scenarios: (1) constant metal density,ρ L =ρ Lm =ρ S, (2) density jump due to phase transition,ρL =ρ Lm ̸=ρ S, (3) variable density,ρ L =ρ Lm +ρ Lmβ(T−T m),ρ S ̸=ρ Lm. The results are obtained ...
-
[7]
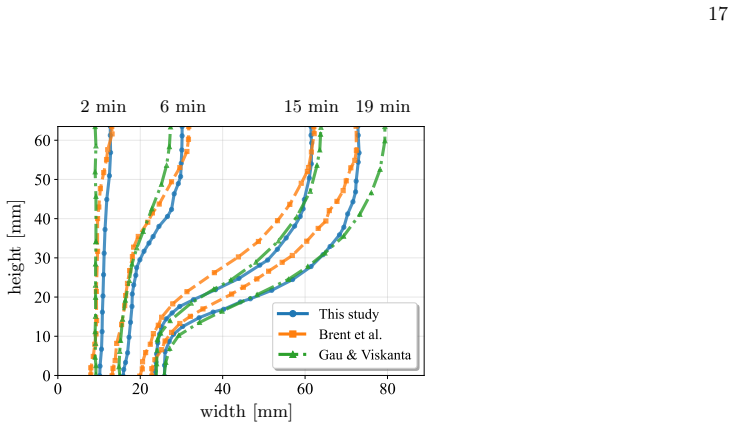
Initially, the containeris partiallyfilledwith solidmetal upto heighth= 63.5 mmattemperature T0 = 301.3 K, with the remaining space occupied by gas at the same temperature
Problem formulation The melting process is considered in a two-dimensional rectangular domainΩ∈[0, lx]×[0, l y], wherel x = 88.9 mm andl y = 79.375 mm. Initially, the containeris partiallyfilledwith solidmetal upto heighth= 63.5 mmattemperature T0 = 301.3 K, with the remaining space occupied by gas at the same temperature. Melting initiates from the wall ...
-
[8]
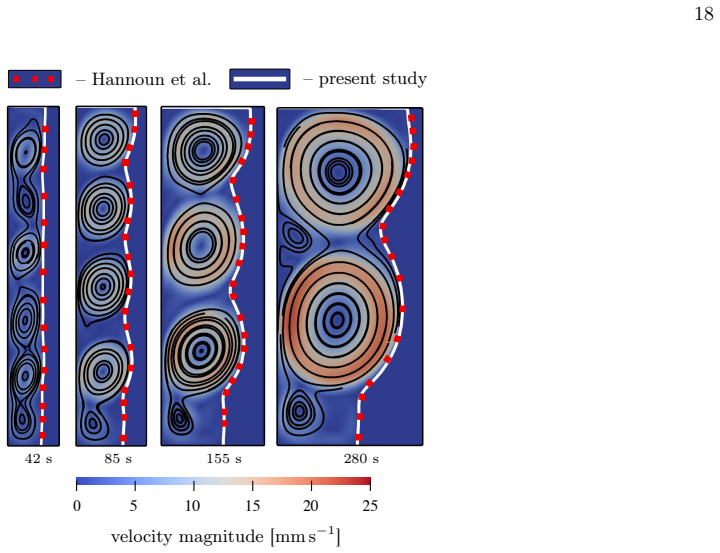
Results The gallium melting problem and results from Brent et al. [62] are widely regarded as reliable benchmarks for validating numerical simulations [64–66], although some concerns have been raised about the experimental study and numerical simulations described by Hannoun et al. [63]. A comparison of coarse grid simulations between the present framewor...
-
[9]
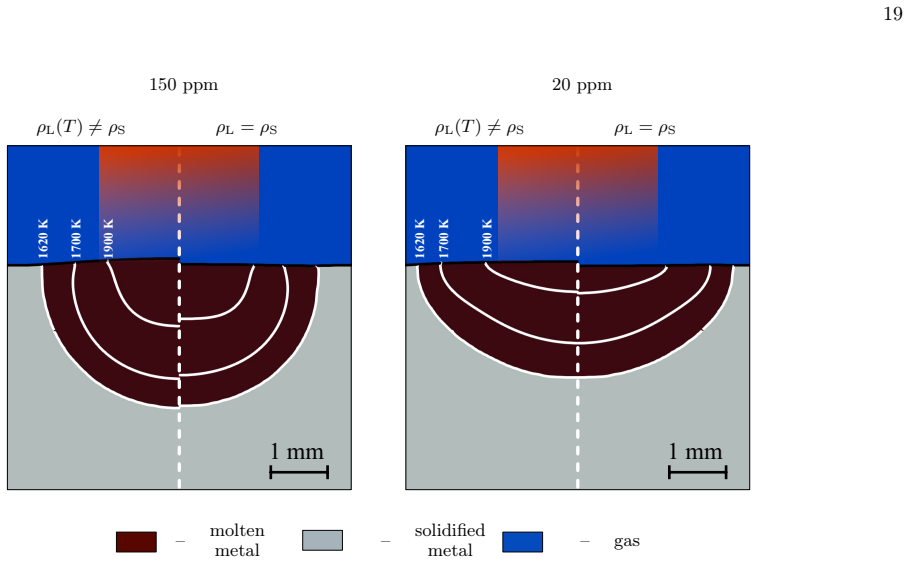
The solution is assumed to be independent of the azimuthal direction
Problem formulation The pulsed laser melting process is modeled as an axisymmetric problem and solved in a cylindrical domain with a radius ofr0 = 8 mmand a height ofh= 16 mm. The solution is assumed to be independent of the azimuthal direction. Initially, the bottom half of the domain is filled with metal at room temperature,T0 = 293 K, with both the gas...
1900
-
[10]
HighPerformanceComputingandBigData
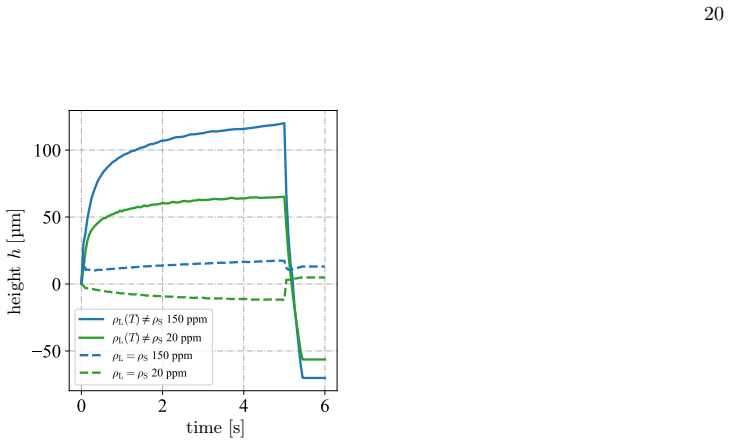
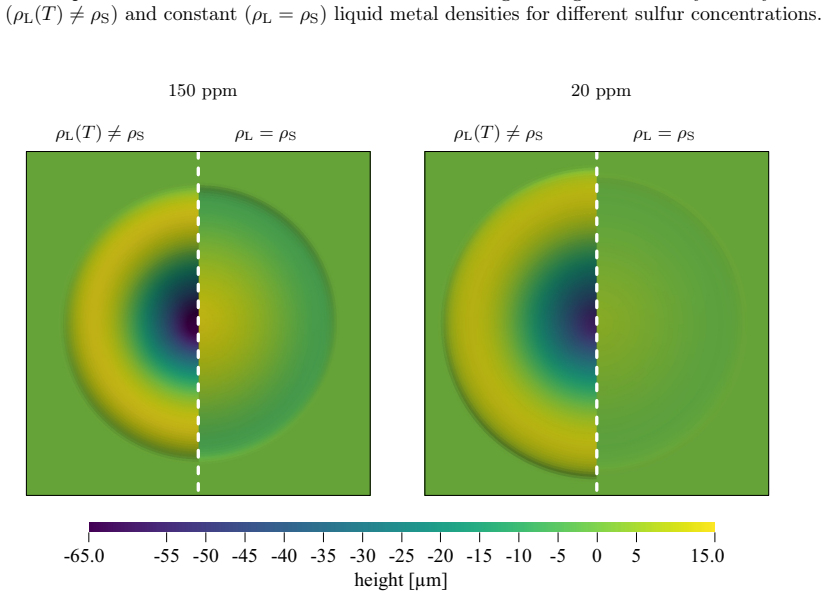
Results In the original study by Pitscheneder et al. [67], two cases of surface tension dependence on temperature are considered. The variation in surface tension is attributed to differences in the chemical composition of the steel samples. The dependence of surface tension on chemical composition results in distinct dynamics within the melt pool, influe...
2018
-
[11]
Katayama,Fundamentals and Details of Laser Welding(Springer Nature Singapore, 2020)
S. Katayama,Fundamentals and Details of Laser Welding(Springer Nature Singapore, 2020)
2020
-
[12]
Gibson, D
I. Gibson, D. Rosen, B. Stucker, and A. Khorasani,Additive Manufacturing Technologies(Springer Nature Switzerland AG, 2020)
2020
-
[13]
C. Earl, P. Hilton, and B. O’Neill, Parameter influence on surfi-sculpt processing efficiency, Physics Procedia39, 327 (2012)
2012
-
[14]
Temmler, M
A. Temmler, M. K¨ upper, M. A. Walochnik, A. Lanfermann, T. Schmickler, A. Bach, T. Greifenberg, O. Oreshkin, E. Wil- lenborg, K. Wissenbach, and R. Poprawe, Surface structuring by laser remelting of metals, Journal of Laser Applications 29, 012015 (2017)
2017
-
[15]
Cunningham, C
R. Cunningham, C. Zhao, N. Parab, C. Kantzos, J. Pauza, K. Fezzaa, T. Sun, and A. D. Rollett, Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed X-ray imaging, Science363, 849 (2019)
2019
-
[16]
DebRoy, H
T. DebRoy, H. Wei, J. Zuback, T. Mukherjee, J. Elmer, J. Milewski, A. Beese, A. Wilson-Heid, A. De, and W. Zhang, Additive manufacturing of metallic components – process, structure and properties, Progress in Materials Science92, 112 (2018)
2018
-
[17]
P. S. Cook and A. B. Murphy, Simulation of melt pool behaviour during additive manufacturing: Underlying physics and progress, Additive Manufacturing31, 100909 (2020)
2020
-
[18]
Markl and C
M. Markl and C. K¨ orner, Multiscale modeling of powder bed-based additive manufacturing, Annual Review of Materials Research46, 93 (2016)
2016
-
[19]
Dal and R
M. Dal and R. Fabbro, An overview of the state of art in laser welding simulation, Optics Laser Technology78, 2 (2016)
2016
-
[20]
Zhang, Y
K. Zhang, Y. Chen, S. Marussi, X. Fan, M. Fitzpatrick, S. Bhagavath, M. Majkut, B. Lukic, K. Jakata, A. Rack, M. A. Jones, J. Shinjo, C. Panwisawas, C. L. A. Leung, and P. D. Lee, Pore evolution mechanisms during directed energy deposition additive manufacturing, Nature Communications15, 1715 (2024)
2024
-
[21]
S.A.Khairallah, A.A.Martin, J.R.I.Lee, G.Guss, N.P.Calta, J.A.Hammons, M.H.Nielsen, K.Chaput, E.Schwalbach, M. N. Shah, M. G. Chapman, T. M. Willey, A. M. Rubenchik, A. T. Anderson, Y. M. Wang, M. J. Matthews, and W. E. King, Controlling interdependent meso-nanosecond dynamics and defect generation in metal 3D printing, Science368, 660 (2020)
2020
-
[22]
S. A. Khairallah, A. T. Anderson, A. Rubenchik, and W. E. King, Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones, Acta Materialia108, 36 (2016)
2016
-
[23]
Ebrahimi, M
A. Ebrahimi, M. Sattari, A. Babu, A. Sood, G.-W. R. R¨ omer, and M. J. Hermans, Revealing the effects of laser beam shaping on melt pool behaviour in conduction-mode laser melting, Journal of Materials Research and Technology27, 3955 (2023)
2023
-
[24]
Zhang, L
X. Zhang, L. Li, Y. Chen, X. Zhu, and S. Ji, Numerical simulation analysis of dual-beam laser welding of tailored blanks with different thicknesses, Metals9, 135 (2019)
2019
-
[25]
S. Chen, G. Guillemot, and C.-A. Gandin, Three-dimensional cellular automaton-finite element modeling of solidification grain structures for arc-welding processes, Acta Materialia115, 448 (2016)
2016
-
[26]
S. Paul, J. Liu, S. T. Strayer, Y. Zhao, S. Sridar, M. A. Klecka, W. Xiong, and A. C. To, A discrete dendrite dynamics model for epitaxial columnar grain growth in metal additive manufacturing with application to inconel, Additive Manufacturing 36, 101611 (2020)
2020
-
[27]
M. Yang, L. Wang, and W. Yan, Phase-field modeling of grain evolutions in additive manufacturing from nucleation, growth, to coarsening, npj Computational Materials7, 56 (2021)
2021
-
[28]
W. Ge, S. Han, S. J. Na, and J. Y. H. Fuh, Numerical modelling of surface morphology in selective laser melting, Compu- tational Materials Science186, 110062 (2021)
2021
-
[29]
Otto and M
A. Otto and M. Schmidt, Towards a universal numerical simulation model for laser material processing, Physics Procedia 5, 35 (2010)
2010
-
[30]
Bayat, W
M. Bayat, W. Dong, J. Thorborg, A. C. To, and J. H. Hattel, A review of multi-scale and multi-physics simulations of metal additive manufacturing processes with focus on modeling strategies, Additive Manufacturing47, 102278 (2021)
2021
-
[31]
Q. Chen, G. Guillemot, C.-A. Gandin, and M. Bellet, Numerical modelling of the impact of energy distribution and Marangoni surface tension on track shape in selective laser melting of ceramic material, Additive Manufacturing21, 713 (2018)
2018
-
[32]
A. A. Martin, N. P. Calta, S. A. Khairallah, J. Wang, P. J. Depond, A. Y. Fong, V. Thampy, G. M. Guss, A. M. Kiss, K. H. Stone, C. J. Tassone, J. Nelson Weker, M. F. Toney, T. van Buuren, and M. J. Matthews, Dynamics of pore formation during laser powder bed fusion additive manufacturing, Nature Communications10, 1987 (2019)
1987
-
[33]
Zakirov, S
A. Zakirov, S. Belousov, M. Bogdanova, B. Korneev, A. Stepanov, A. Perepelkina, V. Levchenko, A. Meshkov, and B. Potapkin, Predictive modeling of laser and electron beam powder bed fusion additive manufacturing of metals at the mesoscale, Additive Manufacturing35, 101236 (2020)
2020
-
[34]
Y. Ma, X. Zhou, F. Zhang, C. Weißenfels, and M. Liu, A novel smoothed particle hydrodynamics method for multi-physics simulation of laser powder bed fusion, Computational Mechanics74, 1009 (2024)
2024
-
[35]
G¨ urtler, M
F.-J. G¨ urtler, M. Karg, K.-H. Leitz, and M. Schmidt, Simulation of laser beam melting of steel powders using the three- dimensional volume of fluid method, Physics Procedia41, 881 (2013). 23
2013
-
[36]
Panwisawas, B
C. Panwisawas, B. Perumal, R. M. Ward, N. Turner, R. P. Turner, J. W. Brooks, and H. C. Basoalto, Keyhole formation and thermal fluid flow-induced porosity during laser fusion welding in titanium alloys: Experimental and modelling, Acta Materialia126, 251 (2017)
2017
-
[37]
K.ChiangandH.Tsai,Shrinkage-inducedfluidflowanddomainchangeintwo-dimensionalalloysolidification,International Journal of Heat and Mass Transfer35, 1763 (1992)
1992
-
[38]
Galione, O
P. Galione, O. Lehmkuhl, J. Rigola, and A. Oliva, Fixed-grid numerical modeling of melting and solidification using variable thermo-physical properties – application to the melting of n-octadecane inside a spherical capsule, International Journal of Heat and Mass Transfer86, 721 (2015)
2015
-
[39]
Dallaire and L
J. Dallaire and L. Gosselin, Numerical modeling of solid-liquid phase change in a closed 2D cavity with density change, elastic wall and natural convection, International Journal of Heat and Mass Transfer114, 903 (2017)
2017
-
[40]
Faden, A
M. Faden, A. K¨ onig-Haagen, and D. Br¨ uggemann, An optimum enthalpy approach for melting and solidification with volume change, Energies12, 868 (2019)
2019
-
[41]
Raessi and J
M. Raessi and J. Mostaghimi, Three-dimensional modelling of density variation due to phase change in complex free surface flows, Numerical Heat Transfer, Part B: Fundamentals47, 507 (2005)
2005
-
[42]
Thirumalaisamy and A
R. Thirumalaisamy and A. P. S. Bhalla, A low Mach enthalpy method to model non-isothermal gas–liquid–solid flows with melting and solidification, International Journal of Multiphase Flow169, 104605 (2023)
2023
-
[43]
V.VollerandC.Prakash,Afixedgridnumericalmodellingmethodologyforconvection-diffusionmushyregionphase-change problems, International Journal of Heat and Mass Transfer30, 1709 (1987)
1987
-
[44]
Brackbill, D
J. Brackbill, D. Kothe, and C. Zemach, A continuum method for modeling surface tension, Journal of Computational Physics100, 335 (1992)
1992
-
[45]
Osher and J
S. Osher and J. A. Sethian, Fronts propagating with curvature-dependent speed: Algorithms based on Hamilton-Jacobi formulations, Journal of Computational Physics79, 12 (1988)
1988
-
[46]
C. W. Hirt and B. D. Nichols, Volume of fluid (VOF) method for the dynamics of free boundaries, Journal of Computational Physics39, 201 (1981)
1981
-
[47]
Issa, Solution of the implicitly discretised fluid flow equations by operator-splitting, Journal of Computational Physics 62, 40 (1986)
R. Issa, Solution of the implicitly discretised fluid flow equations by operator-splitting, Journal of Computational Physics 62, 40 (1986)
1986
-
[48]
M. Koch, C. Lechner, F. Reuter, K. K¨ ohler, R. Mettin, and W. Lauterborn, Numerical modeling of laser generated cavitation bubbles with the finite volume and volume of fluid method, using OpenFOAM, Computers & Fluids126, 71 (2016)
2016
-
[49]
Miller, H
S. Miller, H. Jasak, D. Boger, E. Paterson, and A. Nedungadi, A pressure-based, compressible, two-phase flow finite volume method for underwater explosions, Computers & Fluids87, 132 (2013)
2013
-
[50]
Thirumalaisamy and A
R. Thirumalaisamy and A. P. S. Bhalla, A consistent, volume preserving, and adaptive mesh refinement-based framework for modeling non-isothermal gas–liquid–solid flows with phase change, International Journal of Multiphase Flow183, 105060 (2025)
2025
-
[51]
R. G. Rehm and H. R. Baum, The equations of motion for thermally driven, buoyant flows, Journal of Research of the National Bureau of Standards83, 297 (1978)
1978
-
[52]
Paolucci,On the Filtering of Sound from the Navier–Stokes Equations, Tech
S. Paolucci,On the Filtering of Sound from the Navier–Stokes Equations, Tech. Rep. SAND82-8257 (Sandia National Laboratories, Livermore, 1982)
1982
-
[53]
Majda and J
A. Majda and J. Sethian, The derivation and numerical solution of the equations for zero Mach number combustion, Combustion Science and Technology42, 185 (1985)
1985
-
[54]
Arquis and J
E. Arquis and J. P. Caltagirone, Sur les conditions hydrodynamiques au voisinage d’une interface milieu fluide – milieu poreux : application ` a la convection naturelle, C. R. Acad. Sci. Paris II299, 1 (1984)
1984
-
[55]
H. C. Brinkman, A calculation of the viscous force exerted by a flowing fluid on a dense swarm of particles, Applied Scientific Research1, 27 (1949)
1949
-
[56]
H. C. Brinkman, On the permeability of media consisting of closely packed porous particles, Applied Scientific Research 1, 81 (1949)
1949
-
[57]
Darcy,Les Fontaines Publiques de la Ville de Dijon(Victor Dalmont, Paris, 1856)
H. Darcy,Les Fontaines Publiques de la Ville de Dijon(Victor Dalmont, Paris, 1856)
-
[58]
Enright, R
D. Enright, R. Fedkiw, J. Ferziger, and I. Mitchell, A hybrid particle level set method for improved interface capturing, Journal of Computational Physics183, 83 (2002)
2002
-
[59]
R. P. Fedorenko, A difference scheme for Stefan’s problem, USSR Computational Mathematics and Mathematical Physics 15, 246 (1975)
1975
-
[60]
C. R. Swaminathan and V. R. Voller, A general enthalpy method for modeling solidification processes, Metallurgical Transactions B23, 651 (1992)
1992
-
[61]
H. G. Weller, G. Tabor, H. Jasak, and C. Fureby, A tensorial approach to computational continuum mechanics using object-oriented techniques, Computer in Physics12, 620 (1998)
1998
-
[62]
Roenby, H
J. Roenby, H. Bredmose, and H. Jasak, A computational method for sharp interface advection, Royal Society Open Science 3, 160405 (2016)
2016
-
[63]
Scheufler and J
H. Scheufler and J. Roenby, Accurate and efficient surface reconstruction from volume fraction data on general meshes, Journal of Computational Physics383, 1 (2019)
2019
-
[64]
Budak, E
B. Budak, E. Sobol’eva, and A. Uspenskii, A difference method with coefficient smoothing for the solution of Stefan problems, USSR Computational Mathematics and Mathematical Physics5, 59 (1965)
1965
-
[65]
Azaiez, F
M. Azaiez, F. Jelassi, M. Mint Brahim, and J. Shen, Two phases Stefan problem with smoothed enthalpy, Communications in Mathematical Sciences14, 2023 (2016)
2023
-
[66]
K. C. Mills,Recommended values of thermophysical properties for selected commercial alloys(Woodhead Publishing, Cam- 24 bridge, England, 2002)
2002
-
[67]
Alexiades and A
V. Alexiades and A. D. Solomon,Mathematical Modeling of Melting and Freezing Processes(Hemisphere Publishing Corporation / Taylor & Francis, Washington, DC, 1993)
1993
-
[68]
P. H. Price and M. R. Slack, The effect of latent heat on numerical solutions of the heat flow equation, British Journal of Applied Physics5, 285 (1954)
1954
-
[69]
Huang, G
Z. Huang, G. Lin, and A. M. Ardekani, A consistent and conservative phase-field model for thermo-gas-liquid-solid flows including liquid-solid phase change, Journal of Computational Physics449, 110795 (2022)
2022
-
[70]
H.ScheuflerandJ.Roenby,TwoPhaseFlow: AframeworkfordevelopingtwophaseflowsolversinOpenFOAM,OpenFOAM Journal3, 200–224 (2023)
2023
-
[71]
Gau and R
C. Gau and R. Viskanta, Melting and solidification of a pure metal on a vertical wall, Journal of Heat Transfer108, 174 (1986)
1986
-
[72]
A. D. Brent, V. R. Voller, and K. J. Reid, Enthalpy-porosity technique for modeling convection-diffusion phase change: Application to the melting of a pure metal, Numerical Heat Transfer13, 297 (1988)
1988
-
[73]
Hannoun, V
N. Hannoun, V. Alexiades, and T. Z. Mai, Resolving the controversy over tin and gallium melting in a rectangular cavity heated from the side, Numerical Heat Transfer, Part B: Fundamentals44, 253 (2003)
2003
-
[74]
Kozak and G
Y. Kozak and G. Ziskind, Novel enthalpy method for modeling of PCM melting accompanied by sinking of the solid phase, International Journal of Heat and Mass Transfer112, 568 (2017)
2017
-
[75]
Kewalramani, S
R. Kewalramani, S. Pose, I. Riehl, and T. Fieback, Solid-liquid phase change in the presence of gas phase: Numerical modeling and validation, Journal of Fluid Flow, Heat and Mass Transfer7, 1 (2020)
2020
-
[76]
Roache,Verification and Validation in Computational Science and Engineering(Hermosa Publishers, Albuquerque, NM, 1998)
P. Roache,Verification and Validation in Computational Science and Engineering(Hermosa Publishers, Albuquerque, NM, 1998)
1998
-
[77]
Pitscheneder, T
W. Pitscheneder, T. DebRoy, K. Mundra, and R. Ebner, Role of sulfur and processing variables on the temporal evolution of weld pool geometry during multikilowatt laser beam welding of steels, Welding Journal (Miami, Fla)75(1996)
1996
-
[78]
Z. S. Saldi,Marangoni driven free surface flows in liquid weld pools, PhD thesis, Delft University of Technology, The Netherlands (2012)
2012
-
[79]
Ebrahimi, C
A. Ebrahimi, C. Kleijn, and I. Richardson, Numerical study of molten metal melt pool behaviour during conduction-mode laser spot melting, Journal of Physics D: Applied Physics54, 065502 (2020)
2020
-
[80]
J. Yan, W. Yan, S. Lin, and G. J. Wagner, A fully coupled finite element formulation for liquid–solid–gas thermo-fluid flow with melting and solidification, Computer Methods in Applied Mechanics and Engineering336, 444 (2018)
2018
discussion (0)
Sign in with ORCID, Apple, or X to comment. Anyone can read and Pith papers without signing in.