Data Collection for Training Quality-Control AI in Carpet Manufacturing
Pith reviewed 2026-06-28 17:22 UTC · model grok-4.3
The pith
An in-line machine-vision system for carpets inspects webs at production speed while systematically collecting labeled defect images to train quality-control models.
A machine-rendered reading of the paper's core claim, the machinery that carries it, and where it could break.
Core claim
The paper's central claim is that an end-to-end, deployable in-line vision system can treat data collection for model training as a first-class objective equal to inspection itself, achieved through synchronized line-scan cameras, a carpet-specific defect taxonomy, and a staged unsupervised-to-supervised modeling pipeline whose outputs directly improve DMAIC process metrics.
What carries the argument
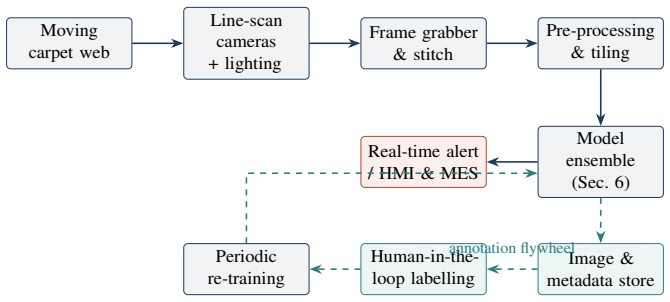
Synchronized line-scan cameras with combined bright-field and grazing illumination, together with a staged modeling pipeline that starts from unsupervised anomaly detection on defect-free samples and advances via human-in-the-loop annotation to supervised detection and segmentation.
If this is right
- Reductions in escaped defects directly raise the process sigma level in the DMAIC project.
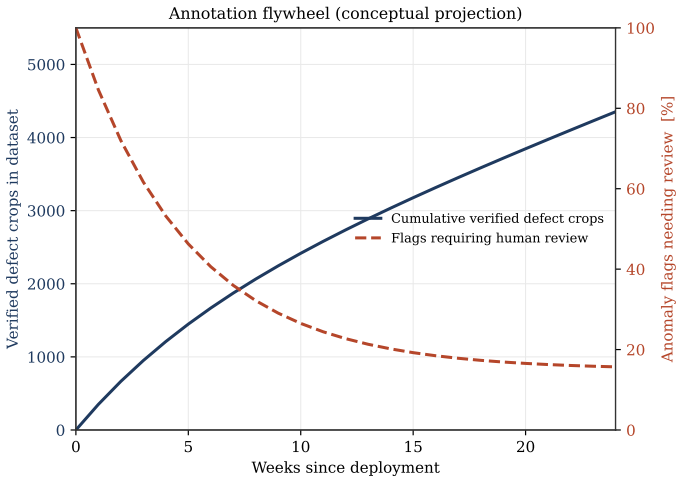
- The human-in-the-loop annotation flywheel supplies continuously improving training data over the life of the installation.
- A carpet-specific defect taxonomy enables consistent labeling across multiple production shifts and machines.
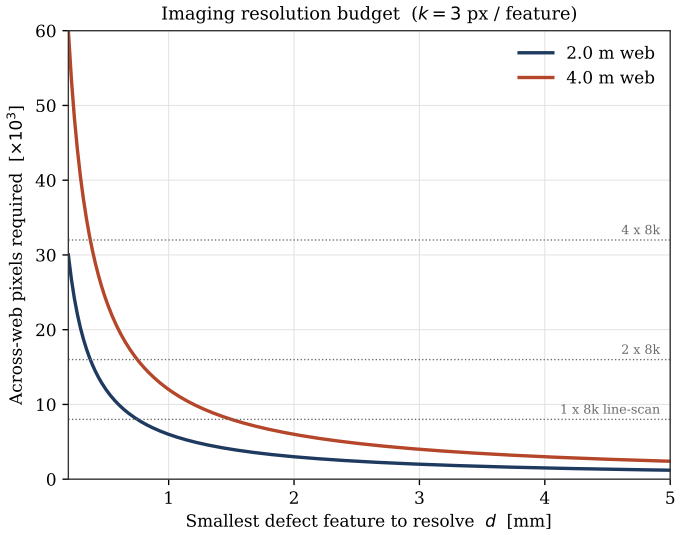
- The resolution and throughput calculations ensure the imaging subsystem matches the physical constraints of multi-metre-wide carpet webs.
Where Pith is reading between the lines
- The same camera-plus-staged-modeling pattern could be adapted to other wide-web textile processes where defects are visual and production speeds are high.
- Once the initial unsupervised model is running, the marginal cost of adding new labeled examples drops, potentially allowing the system to shift from inspection support to fully automated quality gating.
- Integration of the data-collection objective into the DMAIC charter may encourage other manufacturing sites to budget for vision hardware as a data asset rather than solely as an inspection tool.
Load-bearing premise
The cameras with the chosen illumination will actually resolve fine structural defects across a multi-metre web at full line speeds, and the staged modeling approach will produce detection gains that translate into measurable DMAIC sigma-level improvements.
What would settle it
Run the proposed camera array at the target line speed on a web containing known fine defects and measure whether the system resolves and flags them at the required spatial resolution without excessive false positives or missed escapes.
Figures
read the original abstract
Visual inspection remains the dominant quality-control practice in woven and tufted carpet production, yet it is slow, subjective, and inconsistent at the line speeds and widths of modern looms. We present a design proposal for an in-line machine-vision system whose primary purpose is twofold: to inspect the carpet web in real time and, equally importantly, to systematically collect and label images of defect patterns so that increasingly capable quality-control models can be trained over the life of the installation. The proposal is grounded in a concrete industrial setting: a Six Sigma (DMAIC) project at a woven-carpet production facility that anticipated a production bottleneck following the installation of additional weaving machines, with a substantial baseline defect rate and significant financial exposure associated with quality failures. We describe an imaging subsystem based on synchronized line-scan cameras with combined bright-field and grazing illumination, derive the resolution and throughput requirements needed to resolve fine structural defects across a multi-metre web, and define a carpet-specific defect taxonomy. We then lay out a staged modelling strategy that begins with unsupervised anomaly detection trained on defect-free material, following the paradigm exemplified by the carpet category of the MVTec Anomaly Detection benchmark, and matures through a human-in-the-loop annotation flywheel into supervised detection and segmentation models. Finally, we connect detection performance to the DMAIC objectives, showing how reductions in escaped defects translate into improved process quality and process sigma levels. The contribution is an end-to-end, deployable blueprint that treats data collection as a first-class engineering objective rather than an afterthought.
Editorial analysis
A structured set of objections, weighed in public.
Referee Report
Summary. The manuscript presents a design proposal for an in-line machine-vision system in woven-carpet production. It describes synchronized line-scan cameras with combined bright-field and grazing illumination to inspect multi-metre webs at line speeds, a carpet-specific defect taxonomy, a staged unsupervised-to-supervised modeling pipeline beginning with anomaly detection on defect-free material (referencing MVTec benchmarks) and maturing via human-in-the-loop annotation, and explicit linkage of detection performance to DMAIC sigma-level improvements in a Six Sigma project context. The stated contribution is an end-to-end deployable blueprint that elevates systematic data collection for AI training.
Significance. If the hardware and modeling premises were validated, the work would supply a concrete, data-centric engineering template for industrial quality-control AI that integrates inspection hardware, annotation workflows, and process-improvement metrics—addressing a practical gap in textile manufacturing where visual inspection remains dominant.
major comments (3)
- [Imaging subsystem] Imaging subsystem section: the derivation of resolution and throughput requirements needed to resolve fine structural defects is stated without any supporting ray-tracing simulation, motion-blur analysis, or reflectance measurements on actual carpet material to confirm that synchronized line-scan cameras plus bright-field/grazing illumination will deliver adequate contrast at production speeds across a multi-metre web.
- [Staged modelling strategy] Staged modelling strategy section: the claim that the unsupervised-to-supervised flywheel will produce detection performance that translates into measurable DMAIC sigma gains is asserted without performance metrics, baseline comparisons, closed-loop process model, or any quantitative mapping from escaped-defect reduction to sigma improvement.
- [Abstract] Abstract and overall contribution statement: the assertion of an 'end-to-end, deployable blueprint' rests on untested premises about both the imaging subsystem and the modeling pipeline; no prototype data, validation experiments, or even simulated results are supplied to support feasibility.
minor comments (2)
- [Defect taxonomy] The defect taxonomy is introduced but its construction process, coverage of rare defects, or comparison to existing carpet-industry standards is not elaborated.
- [Staged modelling strategy] References to the MVTec Anomaly Detection benchmark are made but the precise adaptation of the carpet category to the proposed pipeline is not detailed.
Simulated Author's Rebuttal
We thank the referee for the constructive comments. The manuscript is explicitly a design proposal for an industrial inspection system and data-collection pipeline within a Six Sigma context, not an empirical validation study. We address each point below and indicate where revisions will be made.
read point-by-point responses
-
Referee: [Imaging subsystem] Imaging subsystem section: the derivation of resolution and throughput requirements needed to resolve fine structural defects is stated without any supporting ray-tracing simulation, motion-blur analysis, or reflectance measurements on actual carpet material to confirm that synchronized line-scan cameras plus bright-field/grazing illumination will deliver adequate contrast at production speeds across a multi-metre web.
Authors: The manuscript is a design proposal. Resolution and throughput figures are derived from first-principles engineering calculations using published carpet defect dimensions, loom speeds, web widths, and commercial line-scan camera specifications. Ray-tracing, motion-blur, and reflectance data would be required for a prototype validation paper but lie outside the stated scope. We will add a clarifying paragraph in the imaging section that lists the assumptions and literature sources used for the calculations. revision: partial
-
Referee: [Staged modelling strategy] Staged modelling strategy section: the claim that the unsupervised-to-supervised flywheel will produce detection performance that translates into measurable DMAIC sigma gains is asserted without performance metrics, baseline comparisons, closed-loop process model, or any quantitative mapping from escaped-defect reduction to sigma improvement.
Authors: The staged strategy is presented as a planned implementation roadmap, not as a claim of measured performance. The DMAIC linkage is conceptual, illustrating how escaped-defect reduction would improve sigma levels in principle. No metrics or closed-loop models are supplied because the paper reports no experiments. We will expand the section with references to analogous human-in-the-loop pipelines in other manufacturing domains to strengthen the rationale. revision: partial
-
Referee: [Abstract] Abstract and overall contribution statement: the assertion of an 'end-to-end, deployable blueprint' rests on untested premises about both the imaging subsystem and the modeling pipeline; no prototype data, validation experiments, or even simulated results are supplied to support feasibility.
Authors: We agree that the phrasing 'end-to-end, deployable blueprint' risks implying empirical validation that is not present. The contribution is the integrated design proposal that treats systematic data collection as a primary engineering objective. We will revise the abstract, introduction, and conclusion to state explicitly that the work is a proposal without prototype data or simulation results. revision: yes
Circularity Check
No circularity; engineering proposal contains no derivations or predictions
full rationale
The paper is a forward-looking design proposal for an imaging and data-collection system. It states requirements, describes hardware choices, defines a defect taxonomy, and outlines a staged modeling strategy, but contains no equations, fitted parameters, predictions, or self-citations. No load-bearing claim reduces by construction to its own inputs. The central claims rest on untested hardware and performance assumptions, but these are presented as premises rather than derived results. This is the normal case of a self-contained proposal with no circularity.
Axiom & Free-Parameter Ledger
axioms (2)
- domain assumption The unsupervised anomaly detection paradigm from the carpet category of the MVTec Anomaly Detection benchmark transfers to real woven-carpet production defects.
- domain assumption Reductions in escaped defects detected by the system will produce measurable improvements in process sigma levels within the DMAIC framework.
Reference graph
Works this paper leans on
-
[1]
Computer-vision-based fabric defect detection: a survey,
A. Kumar, “Computer-vision-based fabric defect detection: a survey,”IEEE Trans. Industrial Electronics, vol. 55, no. 1, pp. 348–363, 2008
2008
-
[2]
Automated fabric defect detection—A review,
H. Y . T. Ngan, G. K. H. Pang, and N. H. C. Yung, “Automated fabric defect detection—A review,”Image and Vision Computing, vol. 29, no. 7, pp. 442–458, 2011
2011
-
[3]
Deep learning-based fabric defect detection: A review,
Y . Kahraman and A. Durmu¸ so˘glu, “Deep learning-based fabric defect detection: A review,”Textile Research Journal, vol. 93, no. 5–6, pp. 1485–1503, 2023
2023
-
[4]
Fabric defect detection in textile manufacturing: a survey of the state of the art,
C. Li, J. Li, Y . Li, L. He, X. Fu, and J. Chen, “Fabric defect detection in textile manufacturing: a survey of the state of the art,”Security and Communication Networks, vol. 2021, art. 9948808, 2021
2021
-
[5]
Automatic fabric defect detection with a multi-scale convolutional denoising autoencoder network model,
S. Mei, Y . Wang, and G. Wen, “Automatic fabric defect detection with a multi-scale convolutional denoising autoencoder network model,”Sensors, vol. 18, no. 4, art. 1064, 2018. 9
2018
-
[6]
Textile defect detection using artificial intelligence and computer vision—a preliminary deep learning approach,
“Textile defect detection using artificial intelligence and computer vision—a preliminary deep learning approach,” Electronics, vol. 14, no. 18, art. 3692, 2025
2025
-
[7]
MVTec AD—A comprehensive real-world dataset for unsupervised anomaly detection,
P. Bergmann, M. Fauser, D. Sattlegger, and C. Steger, “MVTec AD—A comprehensive real-world dataset for unsupervised anomaly detection,” inProc. IEEE/CVF Conf. Computer Vision and Pattern Recognition (CVPR), 2019, pp. 9592–9600
2019
-
[8]
Towards total recall in industrial anomaly detection,
K. Roth, L. Pemula, J. Zepeda, B. Schölkopf, T. Brox, and P. Gehler, “Towards total recall in industrial anomaly detection,” inProc. IEEE/CVF Conf. Computer Vision and Pattern Recognition (CVPR), 2022, pp. 14318–14328
2022
-
[9]
PaDiM: a patch distribution modeling framework for anomaly detection and localization,
T. Defard, A. Setkov, A. Loesch, and R. Audigier, “PaDiM: a patch distribution modeling framework for anomaly detection and localization,” inProc. ICPR Workshops, 2021, pp. 475–489
2021
-
[10]
CutPaste: self-supervised learning for anomaly detection and localization,
C.-L. Li, K. Sohn, J. Yoon, and T. Pfister, “CutPaste: self-supervised learning for anomaly detection and localization,” inProc. IEEE/CVF Conf. Computer Vision and Pattern Recognition (CVPR), 2021, pp. 9664–9674
2021
-
[11]
DRAEM—a discriminatively trained reconstruction embedding for surface anomaly detection,
V . Zavrtanik, M. Kristan, and D. Skoˇcaj, “DRAEM—a discriminatively trained reconstruction embedding for surface anomaly detection,” inProc. IEEE/CVF Int. Conf. Computer Vision (ICCV), 2021, pp. 8330–8339
2021
-
[12]
ImageNet classification with deep convolutional neural networks,
A. Krizhevsky, I. Sutskever, and G. E. Hinton, “ImageNet classification with deep convolutional neural networks,” inAdvances in Neural Information Processing Systems (NeurIPS), 2012, pp. 1097–1105
2012
-
[13]
Deep learning,
Y . LeCun, Y . Bengio, and G. Hinton, “Deep learning,”Nature, vol. 521, pp. 436–444, 2015
2015
-
[14]
Very deep convolutional networks for large-scale image recognition,
K. Simonyan and A. Zisserman, “Very deep convolutional networks for large-scale image recognition,” inProc. Int. Conf. Learning Representations (ICLR), 2015
2015
-
[15]
Deep residual learning for image recognition,
K. He, X. Zhang, S. Ren, and J. Sun, “Deep residual learning for image recognition,” inProc. IEEE Conf. Computer Vision and Pattern Recognition (CVPR), 2016, pp. 770–778
2016
-
[16]
EfficientNet: rethinking model scaling for convolutional neural networks,
M. Tan and Q. Le, “EfficientNet: rethinking model scaling for convolutional neural networks,” inProc. Int. Conf. Machine Learning (ICML), 2019, pp. 6105–6114
2019
-
[17]
You only look once: unified, real-time object detection,
J. Redmon, S. Divvala, R. Girshick, and A. Farhadi, “You only look once: unified, real-time object detection,” in Proc. IEEE Conf. Computer Vision and Pattern Recognition (CVPR), 2016, pp. 779–788
2016
-
[18]
Faster R-CNN: towards real-time object detection with region proposal networks,
S. Ren, K. He, R. Girshick, and J. Sun, “Faster R-CNN: towards real-time object detection with region proposal networks,” inAdvances in Neural Information Processing Systems (NeurIPS), 2015, pp. 91–99
2015
-
[19]
U-Net: convolutional networks for biomedical image segmentation,
O. Ronneberger, P. Fischer, and T. Brox, “U-Net: convolutional networks for biomedical image segmentation,” in Proc. Medical Image Computing and Computer-Assisted Intervention (MICCAI), 2015, pp. 234–241
2015
-
[20]
Mask R-CNN,
K. He, G. Gkioxari, P. Dollár, and R. Girshick, “Mask R-CNN,” inProc. IEEE Int. Conf. Computer Vision (ICCV), 2017, pp. 2961–2969
2017
-
[21]
Pyzdek and P
T. Pyzdek and P. A. Keller,The Six Sigma Handbook, 5th ed. New York: McGraw-Hill Education, 2018. 10
2018
discussion (0)
Sign in with ORCID, Apple, or X to comment. Anyone can read and Pith papers without signing in.